1. Khái niệm
– Kỹ thuật đục là một trong những phương pháp gia công nguội bằng cách hớt đi một lớp vật liệu trên bề mặt cần gia công của vật liệu với dụng cụ sử dụng là lưỡi đục và dụng cụ tạo lực là búa.
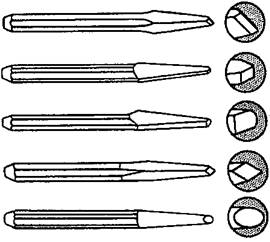
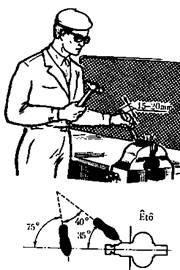
– Đục là dụng cụ cắt gọt có dạng hình lăng trụ dài khoảng 150 – 200mm, được chế tạo bằng thép cacbon cao, phía đầu lưỡi cắt được đập dẹp, mài sắc, và tôi cứng. Hình dáng của lưỡi cắt sử dụng phụ thuộc vào hình dáng của bề mặt cần gia công.
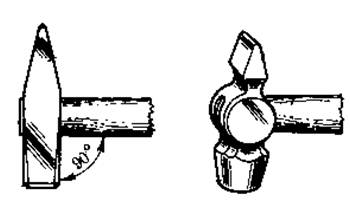
– Búa dùng để tạo ra lực tác dụng lên đục khi thực hiện thao tác đục là búa thép có trọng lượng khoảng 500g, được chế tạo bằng thép C45 có một đầu bằng để đập búa khi đục và một đầu còn lại có hình dáng đặc biệt dùng để tạo hình khi gia công gò. Đầu búa được tra vào một cán búa bằng gỗ hoặc nhựa có độ dài 250 – 300mm.
– Thao tác đục được sử dụng để hớt bỏ một lượng dư không cưa được mà dùng giũa thì lại quá nhiều hoặc dùng trong trường hợp gia công các bề mặt đặc biệt mà không thể dùng các phương pháp gia công khác được.
2. Tư thế – thao tác cần lưu ý trong kỹ thuật đục
* Tư thế trong kỹ thuật đục
– Tư thế chân
+ Hai chân cần đứng vững, dang rộng bằng vai, và người đứng phải thoải mái trong tư thế nghỉ.
– Tư thế tay
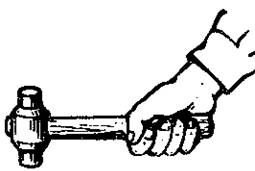
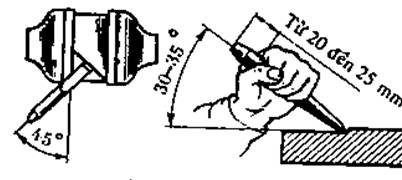
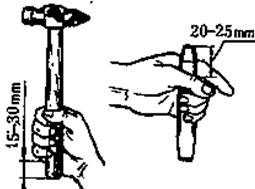
+ Tay thuận cầm búa cần nắm chắc và gọn trong lòng bàn tay bằng năm ngón tay, vị trí cầm cách đầu mút của cán búa một khoảng 25 – 30mm.
+ Tay nghịch cầm chắc đục bằng năm ngón tay (nắm gọn trong lòng bàn tay khi cần gia công đục mạnh và bằng năm ngón tay khi chỉ cần đục nhẹ), vị trí cầm đục cần cách chuôi đập búa một khoảng 20 – 25mm.
* Thao tác đục cần lưu ý trong kỹ thuật đục.
– Khi tiến hành đục, để đạt hiệu suất lực đập búa cao nhất và không làm lệch đục gây ra các tai nạn thì hướng vận tốc của búa khi chạm vào chuôi đục phải trùng với trục của đục. Các thao tác đập búa trong gia công đục như sau:
+ Đập búa bằng cổ tay

– Trong thao tác này thì búa được nâng lên nhờ vào khớp cổ tay, lưu ý chiều cao của đầu búa được nâng lên không cao quá vai, và chiều sâu không vượt quá ngực. Phương pháp đục này được sử dụng khi cần lấy đi một lớp rất mỏng, và đục tinh.
+ Đập búa bằng khuỷu tay

– Trong thao tác này thì búa được nâng lên nhờ vào khớp khuỷu tay (giữ chắc khớp cổ tay), đầu búa được nâng cao ngang tai và không quá đầu, chiều sâu ở mức ngang thân người và không vượt quá lưng. Phương pháp này thường được dùng nhiều nhất trong gia công đục.
+ Đập búa bằng cánh tay

– Trong thao tác này búa được nâng lên nhờ vào khớp khuỷu tay và khớp vai (cần giữ chắc khớp cổ tay), đầu búa được nâng cao lên quá đầu và chiều sâu phải vượt quá lưng. Phương pháp nà thường ít được dùng, mà chỉ dùng trong trường hợp đục chặt đứt, và đập búa khi cần gò lực lớn.
3. Kỹ thuật đục kim loại
Để đem lại năng suất cắt và chất lượng của bề mặt chi tiết gia công khi đục, người ta cần lưu ý một số vấn đề sau trong kỹ thuật đục:
* Mài sắc lưỡi đục trong kỹ thuật đục
– Không giống như trong gia công máy: Thông số cắt của các dụng cụ gia công đục được xác định khi mài lưỡi cắt. Trong kỹ thuật gia công nguội người ta chỉ cần một thông số cắt duy nhất là có thể xác định khi mài sắc lưỡi cắt là góc sắc. Căn cứ theo đặc tính của bề mặt gia công mà người thợ nguội có thể mài một mặt bên hoặc hai mặt bên của lưỡi đục, và góc sắc còn lại của lưỡi đục thì phụ thuộc vào vật liệu gia công và chế độ gia công:
– Khi gia công chi tiết tinh mỏng hoặc gia công vật liệu mềm người thợ nguội cần mài lưỡi đục có góc sắc nhỏ lại.
– Khi cần gia công thô hoặc gia công vật liệu cứng người thợ cần mài lưỡi đục có góc sắc lớn.
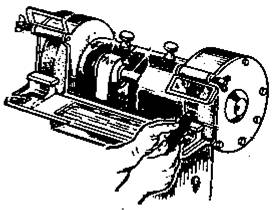
* Lưu ý trong thao tác mài lưỡi đục trên máy mài hai đá:
– Tay thuận của người thợ cầm thân dưới của đục bằng ngón tay cái và ba ngón kế tiếp, còn ngón tay út chặn lấy chuôi đục.
– Tay nghịch của người thợ cầm đỡ phần thân trên của đục để tì lưỡi đục vào đá và điều chỉnh góc sắc khi mài.
– Lưỡi đục đặt ngược từ phía dưới lên, và không được đặt xuôi từ trên xuống hoặc tiến hành mài bằng mặt đầu của đá, tránh làm vỡ đá gây tai nạn.
Thao tác mài lưỡi đục và kiểm tra góc sắc của lưỡi đục.
* Lưu ý độ nghiêng của lưỡi đục khi gia công
– Trong quá trình gia công đục mà muốn tốn sức ít nhất người thợ cần phải đặt đục có độ nghiêng so với bề mặt gia công.
– Nếu độ nghiêng của lưỡi đục quá lớn thì trong quá trình đục sẽ bị nén nhiều hơn cắt, và lực đục cần lớn, tốn sức nhiều.
– Nếu độ nghiêng của lưỡi đục quá bé thì khi gia công lưỡi đục dễ bị trượt trên bề mặt gia công làm mất nhiều thời gian và dễ gây tai nạn.
Thông thường người ta thường đặt đục có độ nghiêng khoảng 35 – 45o.